Die Stiftung Schlägel und Eisen
Gemeinnützige, rechtsfähige Gemeinschaftsstiftung des bürgerlichen Rechts
Ein arbeitsreiches Seminarwochenende
Berufsmarktentwicklung inkl. Arbeit 4.0 und persönliche Berufs- / Karriereplanung!
Prognosen sind schwierig - insbesondere dann, wenn sie die Zukunft betreffen! Wenn es jedoch um die eigene und hoffentlich erfolgreiche Berufsplanung nach dem Abschluss des Studiums geht, ist es äußerst sinnvoll und empfehlenswert, sich einmal sehr rechtzeitig vorab mit der Entwicklung der (internationalen) Berufsmärkte sowie der einzelnen Berufsgruppen zu beschäftigen! Insbesondere auch im Rahmen der rasant zunehmenden Digitalisierung unter der Überschrift Arbeit 4.0 werden sich selbst bekannte Berufsbilder deutlich verändern und vor allem die Gestaltung der Arbeit und der (variablen) Arbeitsplätze unterliegen ebenfalls einem zum Teil extremen Wandel.
Hinzu kommt, dass der Anteil von creative work gerade auch für den Standort Deutschland immer entscheidender wird, so dass auch zu den Zukunftskompetenzen von Mitarbeitern eindeutig die Kreativität gehört! Es entstehen spannende neue Jobkombinationen und zum Teil auch neue Zukunftsberufe. Das Zukunftsinstitut in Kelkheim nennt hierbei u.a. den Chief destruction Officer (CDO) und den Corporate Teenager. Der CDO identifiziert Sinnlosigkeiten im Unternehmen, stellt heilige Kühe infrage und vertritt radikal die Sichtweise der Kunden! Corporate Teenager sind unendlich neugierig und unangepasst, stellen alles infrage und bringen kontinuierlich neue Impulse ins Unternehmen.
In diesem sich immer rasanter veränderndem Arbeitsmarkt und in der Berufswelt gilt es nun, sehr rechtzeitig im Studium das persönliche Radarsystem zu aktivieren, um sich rechtzeitig bewusst zu machen, wie die richtige Passungzwischen einem Berufsfeld und der individuellen eigenen Persönlichkeit herausgefiltert und konkretisiert werden kann, um auch das restliche Studium optimal hieran auszurichten inkl. Praktika etc.
Der Trainer, Wolfgang Wilhelms, selber Wirtschaftsingenieur, freute sich sehr über eine interessant gemischte Runde von Ingenieuren, Wirtschaftswissenschaftlern und Informatikern, die sich mit ihm gemeinsam an diesem Maiwochenende mit aufgekrempelten Ärmeln in diese spannende Thematik und hieraus resultierende wirklich gute und konstruktive Dialoge begaben.
In diesem Jahr waren aufgrund der immer komplexer werdenden Entwicklung der Arbeits- und Berufsmärkte zum ersten Mal die beiden Themen an diesem Wochenende miteinander kombiniert, die in den früheren Jahren getrennt angeboten wurden:
- Selbsteinschätzung und Selbstvertrauen
- Berufsmarktentwicklung
Im ersten Themenbereich „Der Arbeitsmarkt“ ging es um globale Trends im Arbeitsmarkt inkl. der gigantischen Globalisierung sowie um wichtige Einflussfaktoren auf diesen Arbeitsmarkt und der sich hieraus sehr wohl auch ergebenden Grenzen der Planbarkeit. Es ging um wirtschaftliche Umbrüche und um Zukunftsmärkte und die sich hieraus ergebenden Zukunftsaussichten für die globalen Berufsfelder der Studienrichtungen der Teilnehmer dieses Wochenendes.
Im nächsten Thema „Die Berufsfelder“ ging es um die Tätigkeiten der Zukunft und die sich hieraus ergebenden Zukunftskompetenzen, die gefragt sein werden einschließlich der bereits benannten zunehmenden Kombinationen von Berufsfeldern. Eine besondere Bedeutung nimmt in diesem Kontext natürlich auch das Stichwort „Arbeit 4.0“ ein und die sich hieraus ergebenden Trends in der Arbeitswelt der Zukunft, die heute beginnt!
Es liegt sicherlich auch an den in Clausthal angebotenen Studienrichtungen, dass ausnahmslos für alle Studienrichtungen der Teilnehmer an diesem Wochenende wirklich exzellente Berufschancen und Karrieremöglichkeiten bestehen! Dies heißt jedoch auf keinen Fall, dass der gute Anfangsjob und die Karriere automatisch vorprogrammiert sind! Es wird trotz der guten Zukunftsaussichten im Vergleich zu anderen Wettbewerbern immer noch wichtiger, zielgerichtete Praktika und Auslandsaufenthalte sowie exzellente Sprachkenntnisse vorzuweisen und vor allem geht es darum, dass im Bewerbungsverfahren sowohl dem Unternehmen als auch dem Bewerber klar wird, dass die „Passung“ zwischen dem individuellen Mensch und dem speziellen Job möglichst hervorragend ist!
Hieraus resultierte der nächste Themenpunkt „Ich selbst - im Abgleich mit dem Arbeitsmarkt“! Im Rahmen des H.B.D.I. Persönlichkeitsprofils fiel es leicht, die persönlichen Stärken und Kompetenzen - losgelöst von den Fachkompetenzen – herauszuarbeiten um sodann der zielführenden Berufsvision auf die Fährte zu kommen, da es ja um die Identifikation genau der Jobs in der Zukunft geht, bei denen die eigenen Interessen, Stärken und Kompetenzen erfolgreich zum Einsatz gebracht werden können. Weiter ging es dann darum, das eigene persönliche Anforderungsprofil an die möglichen zukünftigen Berufsfelder zu entwickeln und sich andererseits auch bewusst jetzt bereits mit dem zu erwartendem Anforderungsprofil der Unternehmen an sich selbst auseinanderzusetzen.
Richtigerweise und erfreulicherweise gab es dann höchst unterschiedliche Positionierungen bei der wichtigen Frage „Welchen Preis bin ich bereit, für meinen Beruf (und meine Karriere) zu zahlen?“ Im Rahmen der Beschäftigung mit dieser Frage ist es stets sehr hilfreich, sich auch zunächst mit der Frage zu beschäftigen „Was ist mir wichtig in meinem Leben (beruflich und privat)?“ Auch hier war es erfrischend wunderbar, wie fundiert und reflektiert sich die Teilnehmer mit dieser Frage beschäftigten und entsprechend zu höchst individuellen und somit unterschiedlichen Antwortfeldern hierbei kamen!
Im nächsten Themenbereich „Kontaktaufbau zu Unternehmen und Net-
working“ ging es dann um die Chancen und Risiken sowie Vor- und
Nachteile von Konzernen, kleineren und mittelständischen Unternehmen
und nicht zu vergessen um die hochinteressanten Hidden Champions, da gerade
deren Möglichkeiten und Chancen dem Teilnehmerkreis noch nicht
wirklich gut bekannt waren. Hochinteressant waren auch die Antworten auf
die Frage, welche Antibranchen und Antiunternehmen der Einzelne aus der
heutigen Sicht identifiziert!
Sodann wurden die wichtigsten Erkenntnisse von ganz aktuellen Studien besprochen, auf was es in den einzelnen Branchen und in den einzelnen Berufsfeldern den einstellenden Unternehmen ganz besonders ankommt, um sich sodann auch hierauf bestmöglich vorbereiten und einstellen zu können!
Abgerundet wurde dieses Themenfeld noch durch mögliche persönliche Strategien zur (vorab) Kontaktaufnahme mit Unternehmen und für das berufliche Networking.
„Ich bin der Pilot meines Lebens. Höhenflüge und Abstürze bestimme ich selbst!“
Gemäß diesem Zitat von Mira Sorvino wird sicherlich an diesem Seminarwochenende in Clausthal klar geworden sein, dass es extrem wichtig und vorteilhaft ist, sich sehr rechtzeitig vorab mit der (variablen) Planung des beruflichen und damit eng verknüpftem privatem „Flug“ durch das eigene Leben zu beschäftigen, damit es eine Erfolgsstory wird!
Branchenentwicklung und Markteinschätzung
Chancen für den Berufseinstieg
1. und 2. Februar 2014
- Die Dienstleistungsgesellschaft:
Im Hochlohnland Deutschland wird die Zahl von Arbeitnehmern mit einfachen Tätigkeiten weiterhin abnehmen. Doch selbst wenn die Fertigung und Produktion von Gütern im billigeren Ausland erfolgt, Entwicklung, Handel, Verkauf, Beratung und Verwaltung bleiben hierzulande erhalten. Arbeitsmarktforscher versprechen sich von dieser Umstrukturierung in den kommenden Jahren ein erhebliches Beschäftigungsplus.
- Die Informationsgesellschaft:
Die weltweite Verbreitung von Fernsehen, Telefon, Computern dem „www" und Online-Diensten führt dazu, dass heute über jede Information jederzeit an jedem Ort der Welt verfügt werden kann. Gleichzeitig besteht für immer mehr Arbeitnehmer auch die Möglichkeit, Informationen überall auf der Welt zu verarbeiten.
- Globaler Markt - lokale Jobs:
Weltweit wachsen die nationalen Märkte zu einem gigantischen globalen Markt zusammen. Im entstehenden globalen Dorf - verbunden durch die Mittel des Informationszeitalters - bewegen sich die Unternehmen wie in einer riesigen Einkaufspassage: Sie kaufen dort ein, wo es am günstigsten ist, und lassen sich dort nieder, wo die Umgebung am besten gefällt. Die Arbeitnehmer haben sich anzupassen.
- Lebenslang lernen:
Mit dem Eintritt ins Berufsleben fängt der Lernprozess für eine wachsende Schar Erwerbstätiger erst richtig an. Sprach- und Computerkenntnisse, Aufgeschlossenheit gegenüber neuen technologischen Entwicklungen und die Bereitschaft, permanent seinen Wissensstand in Frage zu stellen und seinen Horizont zu erweitern, sind die Rezepte für ein erfolgreiches Arbeitsleben.
- Generalisten gefragt:
Rasante Entwicklungen auf dem Arbeitsmarkt und schnell veraltendes Wissen erfordern einen neuen Mitarbeiter-Typus: Generalisten mit guter Allgemeinbildung, einer gehörigen Portion Neugier und der Fähigkeit, sich schnell in Spezialgebiete einzuarbeiten.
- Der Abschied vom Arbeitsplatz:
Ein Job fürs Leben, regelmäßiges Gehalt und eine 37-Stunden-Woche - diese Errungenschaften der Arbeitswelt verlieren ihre Gültigkeit in
den kommenden Jahren zunehmend. Vielmehr bauen die Unternehmen ihre feste Belegschaft ab, um stattdessen für einzelne Probleme Spezialisten
heranzuziehen.
Die „bubble-organisation" ist immer häufiger anzutreffen.
- Der Staat am Ende:
Die dominierende Rolle des Staates in der Wirtschaft geht zu Ende. Derzeit beansprucht er noch jeden zweiten Euro, der in der Bundesrepublik erwirtschaftet wird. Leere Kassen zwingen ihn zu der Erkenntnis, dass er sich übernommen hat. Als Konsequenz wird die Privatisierung staatlicher Dienstleistungen fortschreiten, Beamte erhalten ein leistungsorientiertes Berufsprofil, und Besitzstände im Sozialbereich stehen zur Disposition.
- Die Rentenfalle:
Als Zeitbombe wirkt die zunehmende Überalterung der Gesellschaft. Der Rentneranteil an der Gesamtbevölkerung nimmt kontinuierlich zu. Doch die steigende Zahl der Älteren birgt gleichzeitig Chancen für Jobs als Pfleger, Ärzte, Betreuer und Senioren-Entertainer.
Volles Haus beim Wochenendseminar „Selbsteinschätzung und Selbstvertrauen" im Januar 2013
Mit sage und schreibe 19 Teilnehmern war der Kreis bei diesem Wochenendseminar vom 12. - 13. Januar 2013 so groß wie noch nie bei dieser Thematik! Es
ging nach mehreren Jahren erneut um das Thema Selbsteinschätzung und Selbstvertrauen. Dieses Thema stellt die wichtige Basis
dafür dar, um sich rechtzeitig darüber bewusst zu werden, welches Berufsfeld bzw. welche Berufsfelder zum Abschluss des Studiums am besten zu
einem selbst passen! In diesem Kontext ist es besonders wichtig, sich mit der eigenen menschlichen Typologie und den hieraus resultierenden Stärken im
Dialog mit sich selbst und mit anderen Bundesbrüdern zu befassen.
Der Trainer, Wolfgang Wilhelms, der selber Wirtschaftsingenieur ist, freute sich sehr über diese große Teilnehmerrunde, die sich
schwerpunktmäßig aus frühen Semestern zusammensetzte, aber auch ein paar Teilnehmer auf der Zielgeraden des Studiums aufwies.
Zur persönlichen Eigenreflektion im 1. Teil dieses Seminars ging es um die Individualität der „menschlichen Typen", zu der sich bereits 1921 C. G. Jung grundlegende Gedanken gemacht hatte. Auf dieser Basis entstand seit den 60-iger Jahren in den USA und seit den 90-iger Jahren in Deutschland eines der fundiertesten und wissenschaftlich abgesichertsten Persönlichkeitsprofile, dem MBTI bzw. dem Folgeprofil GPOP. Dieses entsteht aufgrund der Bearbeitung eines Fragebogens durch die Teilnehmer und wird anschließend auch von ihnen selbst validiert. Insofern gibt es den Teilnehmern die gute Chance, in einer Selbstreflektion über die Frage einzusteigen: „Wer bin ich?" Hier geht es um die wichtigen Aspekte, was die eigenen Stärken und Präferenzen, aber auch die möglichen Entwicklungspotenziale anbelangt. Dies ist zielführend bei der Suche nach der Antwort, welches Berufsfeld jeder einzelne nach Abschluss des Studiums konkret anvisieren sollte, um die eigene Persönlichkeit und die eigenen Stärken am besten einsetzen zu können. Auch bei dieser Seminargruppe zeigte sich erneut, dass häufig die Entscheidung für ein Studium und nicht für ein klares Berufsfeld im Anschluss daran getroffen wurde. Um so wichtiger war und ist es, sich nun klare Gedanken hierzu zu machen, um das weitere Studium noch berufsfeldspezifischer gestalten zu können!
Der Leitfaden für dieses Wochenendseminar bestand aus den 4 nachfolgenden Fragen:
- Wer bin ich?
- Was kann ich?
- Was will ich?
- Was biete ich?
Beim Abgleich und der Validierung des eigenen Persönlichkeitsprofil fanden auch jeweils in 2-er oder in 3-er Gruppen interessante und aufschlussreiche Abgleiche von Eigen- und Fremdbild statt. Für die erstrebenswerte und wichtige eigene Authentizität ist ein solcher Abgleich hilfreich und unumgänglich. Hierbei gab es - wie häufig - auch die eine oder andere Überraschung dahingehend, dass Fremdbild und Eigenbild nicht immer identisch waren!
Es fanden auch konstruktive ergänzende Einzelgespräche mit dem Trainer statt, um sich selbst noch besser „auf die Schliche" zu kommen.
Aus diesen Erkenntnissen „Wer bin ich?" ergeben sich wichtige Aspekte für die berufliche Orientierung. In der nachfolgenden Einheit „Was kann ich?" entstanden interessante Spektren von Kompetenzen und natürlich auch Erkenntnisse, welche Kompetenzen noch bis zum Abschluss des Studiums erworben werden sollten, um für potenzielle Arbeitgeber nicht nur mit einer sehr guten fachlichen Qualifikation, sondern auch mit einer exzellenten Sozial- und Methodenkompetenz zur Verfügung zu stehen.
Bei der 3. Frage „Was will ich?" wurde dann schnell deutlich, dass hierfür von vielen Teilnehmern noch ein wichtiger Weg der Orientierung zu beschreiten ist, um sich zielgerichtet im Arbeitsmarkt zu bewerben.
Im Verlaufe dieser Arbeitseinheit hierzu ergaben sich in den kleinen Teams oftmals schon überzeugende Zielrichtungen und klare Orientierungen. Ergänzt wurden diese durch wichtige Anforderungen der Teilnehmer selbst an zukünftige Arbeitsplätze und Arbeitgeber! Dies auch völlig zu Recht, da sich nicht nur Top-Bewerber bei den Unternehmen bewerben, sondern Unternehmen auch umgekehrt bei den Top-Bewerbern!
Spannend waren in diesem Zusammenhang auch Erkenntnisse z.B. dahingehend, jetzt bereits während des Studiums über Praktika etc. Kontakt zu den Unternehmen oder Institutionen aufzunehmen, bei denen später eine Beschäftigung attraktiv erscheint. Sinnvoll und hilfreich erschien vielen Teilnehmern auch das von vielen Unternehmen angebotene Trainee-Programm für Absolventen.
Für die 4. Frage „Was biete ich?" stellt die Summe der Antworten auf die er-sten 3 Fragen eine gute Übersicht und Argumentation dar.
Nach diesem Seminarmodul ist nun auf der Basis der eigenen Erkenntnisse transparent geworden, in welche konkreten Berufsfelder der einzelne Bundesbruder mit seiner Persönlichkeit, seiner Kompetenz und seinem Können sowie seiner konkreten Vorstellung von der zukünftigen beruflichen Herausforderung am sinnvollsten aktiv werden könnte. Wie wichtig die Klärung dieser Frage im Vorfeld ist, um sich gezielt und bewusst z.B. entweder für die Stelle als Entwicklungsingenieur oder als Vertriebsingenieur zu entscheiden, wurde an diesem gemeinsamen, spannenden Wochenende bewusst!
Exkursion zu industriellen Zielen an der Ruhr
Vom 29. Mai bis 1. Juni 2012
Trimet AG, Essen
Während unserer Exkursion führte uns unsere erste Betriebsbesichtigung zum Hauptsitz der Trimet Aluminium AG in Essen, die Deutschlands größter Aluminiumproduzent ist.
Zu Beginn der Führung wurden uns Eckdaten des Unternehmens vorgestellt:
Das Unternehmen wurde 1985 gegründet. Es erwirtschaftet derzeit einen Jahresumsatz von 1,42 Mrd €. Zeitweise beschäftigte Trimet bis zu 1800 Mitarbeiter. Nach wirtschaftlichen Einbußen gelang es der Trimet AG diese über die Jahre durch automatisierte Abläufe auf 660 Mitarbeiter zu reduzieren bei dennoch steigender Produktion. Weltweit wurden im Jahr 2010 46,4 Mio. t Aluminium produziert, davon 402.000t in Deutschland. Von diesen stammen 64% von der Trimet AG.
Anschließend wurde uns die Aluminium Herstellung erläutert:
Aluminium ist nach Sauerstoff und Silizium mit 8,4 Masse-Prozent das dritthäufigste Element der Erdkruste. Für die Gewinnung nutz man das Erz Bauxit. Welches einen hohen Aluminiumoxidanteil von ca. 60% besitzt. Die größten Reserven findet man in Australien und Südafrika. Durch den Einsatz von Natronlauge selektiert man das Aluminiumoxid aus dem Erz.
Durch die Schmelzflusselektrolyse wird das reine Aluminium extrahiert. Um das Aluminiumoxid nicht auf 2050°C aufheizten müssen, mischt man das Halogenide Mineral Kryolith Na3[AlF6] als Katalysator hinzu, sodass eine Schmelztemperatur von 960°C erreicht wird. Die Schmelze wird nun in eine Elektrolysezelle gegeben in der durch das Anlegen einer Spannung an der Kohlenstoffanode Sauerstoff und der Kohlenstoffkathode reines Aluminium entsteht. Der Sauerstoff reagiert zu Kohlendioxid sowie Kohlenmonoxid Verbindungen. Daher müssen Gase abgesaugt werden und die Kohlenstoffblöcke alle 7 Wochen ausge-wechselt werden.
Beim anschließenden Rundgang haben wir den theoretischen Vorgang nun in der industriellen Praxis gesehen. Trimet besitzt drei Hallen die je 900m lang sind. In welcher insgesamt 360 Elektrolysezellen durch welche bis zu 170.000 Ampere fließen. Das Werk hat einen Energiebedarf welcher der Stadt Essen gleicht. Bei einem großen Stromausfall im Jahr 2006 führte durch die Notstromabschaltungen des Werkes wegen Niederspannung und die resultierende plötzliche Entlastung des lokalen Netzes dazu, das Essen in der Region die einzige Stadt war die Strom hatte. Diese schieren Größen waren für uns sehr beeindruckend.
Zur Weiterverarbeitung haben wir neben einem 30t- auch einen 50t-Schmelzofen gezeigt bekommen, dessen Maße denen einem Stahlwerk gleich kommt. Bei einem der letzten Verarbeitungsschritte werden verschiedene Metalle hinzu gemischt, um die vom Kunden gewünschten Legierungen zu erhalten. Diese werden in Blöcken oder Zylindern in diversen Bemaßungen für den Kunden abgepackt.
Pfeifer Drako Drahtseilwerke, Mülheim Ruhr
Am ersten Tag unserer Exkursion im Ruhrgebiet erreichten wir am Nachmittag die Pfeifer Drako Drahtseilwerke in Mülheim an der Ruhr. Zunächst nahmen wir am Produktions- und Logistikstandort an der Rheinstraße ein kleines Mittagessen ein, um uns nach der Anfahrt und der ersten Besichtigung der Trimet GmbH etwas zu stärken.
Darauf folgte eine Präsentation über die Pfeifer Drako Drahtseilwerke, die uns einen ersten Einblick in das Unternehmen geben sollte.
Der erste Abschnitt drehte sich um die Geschichte des Unternehmens, dass 1810 als Hanfseilerei gegründet wurde und diese hauptsächlich für die Ruhrschifffahrt und die Marine herstellte.
Durch die Erfindung des Drahtseils 1834 in Clausthal durch den Oberbergrat Albert stellte die damals noch Kocks heißende Seilerei nun auch Drahtseile für den Bergbaubetrieb des Ruhrgebietes her.
In der weiteren Geschichte der Drahtseilerei Kocks wurden weitere Gebiete der Seilherstellung erschlossen, wie etwa die Produktion von Seilen für Aufzüge. Durch die weitere Perfektion der hergestellten Güter wurde auch der Produktionsbetrieb immer wieder modernisiert und ausgebaut.
1994 wurde die Drahtseilerei Kocks schließlich durch die Pfeifer-Gruppe mit Sitz in Memmingen übernommen und erreichte dadurch eine noch größere Konkurrenzfähigkeit im internationalen Wettbewerb.
Desweiteren erhielten wir in der Präsentation einen Einblick in die verschiedenen Techniken, die den unterschiedlichen Verwendungsgebieten der Draht-seile zugrunde liegen.
Nun begann unsere Betriebsführung, die wir in den Hallen des Produktions- und Logistikstandorts in der Rheinstraße. Dort erhielten wir Einblick in die verschiedenen Techniken und Herstellungsmethoden, mit denen die Seile hergestellt werden. Die zum Teil vollautomatischen Maschinen müssen dabei sowohl über enorme Kraft, als auch über hervorragende Präzision verfügen, um die Drahtseile in der Qualität herstellen zu können, um einen reibungs-losen Einsatz dieser zu gewährleisten.
Zudem gab es in den Hallen dieses Standorts auch die Logistik und Lagerabteilung zu sehen, in der sich sowohl die Rohmaterialien, als auch die fertigen Drahtseile befanden. Die Seile befanden sich auf Rollen aufgerollt, meist in kilometerlanger Ausführung um so einen optimalen Transport und platzsparende Lagerung zu ermöglichen.
Nachdem wir mit der Führung durch die Hallen an der Rheinstraße am Ende waren, bestiegen wir unsere Autos, um zu dem Produktionsstandort an der Tunnelstraße zu gelangen. Die Hallen dieses Standorts sind die kleineren, wie auch die älteren und beherbergen auch die älteren Maschinen.
Dass manche dieser Maschinen bereits ca. 100 Jahre alt sind, liegt daran, dass sie schon zu dieser Zeit ihre Arbeit perfekt verrichteten und noch keine bessere Technik zur Herstellung bestimmter Drahtseile vorhanden ist. Die Verwendung dieser alten Maschinen erfordert besondere Wartung, was geschultes Personal in Anspruch nimmt.
Nach der Besichtigung des zweiten Standorts war unsere Tour zu Ende, jedoch blieb bei allen Teilnehmern ein erstaunter Eindruck haften, dass selbst Produkte wie Drahtseile, die im Alltag eher einen unscheinbaren Eindruck vermitteln, doch hochtechnisiert und hochinteressant sind.
Deutsche Edelstahlwerke, Witten
Am 30. Mai, im Rahmen unserer Exkursion, besuchten wir die Deutschen Edelstahlwerke in Witten. Zuerst haben wir einen Vortrag über die DEW angehört, in dem es im allgemeinen um die Deutschen Edelstahlwerke ging, wen Sie beliefern und was Sie überhaupt herstellen, danach bekamen wir eine Führung durch das Werk. Die DEW ist der führende Hersteller von Edelstahl-Langprodukten (Werkzeug-stähle, Rost-, säure- und hitzebeständige Stähle, Edelbau- und Wälzlagerstähle, Sonderwerkstoffe). Sitz der Gesellschaft ist in Witten, Produktion in Witten, Krefeld, Siegen und Hagen. Die Hauptkunden der DEW ist der Maschinen- und Anlagenbau sowie die Automobilindustrie und die Luft- und Raumfahrt. Sie ist ein Unternehmen der Schmolz und Bickenbach Gruppe mit ca. 10.000 Mitarbeitern. Im Geschäftsjahr 2011 machte sie einen Umsatz von ca 1,4 Mrd. Euro, bei einem Export von ca. 800.000 t Stahl.
Es war äußerst interessant die verschieden Arbeitsschritte zu verfolgen, von der Anlieferung von Stahlschrott über das Einschmelzen in einem Elektrolichtbogenofen über das Neugießen von Produkten bis zum Walzen von aller Art von Langstahlprodukten.
Es war sehr interessant sich das alles einmal anzuschauen und auch mit zu bekommen wie anstrengend es ist, in so einem Betrieb zu arbeiten, da es in allen Fabrikhallen sehr heiß ist und die Sicherheitskleidung hilft da einem nicht unbedingt weiter. Ich kann jedem nur empfehlen sich die DEW einmal anzuschauen!
Titanfertigung ThyssenKrupp VDM GmbH, Essen
Die ThyssenKrupp VDM GmbH ist ein Unternehmen der ThyssenKrupp AG. Die ThyssenKrupp AG ist ein weltweit tätiger integrierter Werkstoff- und Technologiekonzern und setzt sich aus den Business Areas „Division Materials" und „Division Technologies" zusammen. In der „Division Technologies" ist die Technologiekompetenz von ThyssenKrupp gebündelt. Die „Division Materials" konzentriert das weltweite Werkstoffangebot des Konzerns. Sie ist unterteilt in „Steel Europe", „Steel Americas", „Stainless Global" und „Materials Services". Die ThyssenKrupp VDM GmbH mit fünf Standorten in Deutschland ist Teil von „Stainless Global" und nimmt im Bereich der Hochleistungswerkstoffe eine internationale Spitzenposition ein.
Diese Werkstoffe sind Nickel- und Kobaltlegierungen, Sonderedelstähle sowie Titan und Titanlegierungen. Die Produktportfolio der ThyssenKrupp VDM GmbH umfasst hierbei Bleche, Bänder, Drähte, Stangen, Röhrenvormaterial und Schmiedeteile aus Nickellegierungen und Sonderstählen, weiterveredelte Produkte, Stanz- und Biegeteile aus weichmagnetischen Legierungen und Bleche, Platten, Stäbe, Rohre und Schmiedeteile aus Titan und Titanlegierungen.
Am Standort Essen befindet sich der Unternehmensbereich Titan. Dieser war zuvor als ThyssenKrupp Titanium GmbH eigenständig und ging am 01.10.2009 in der ThyssenKrupp VDM GmbH auf. Der Unternehmensbereich Titan besitzt eine über 60 jährige Erfahrung in der Forschung, Entwicklung und Herstellung von Produkten aus Titan und Titanlegierungen, was ihn zu einem der führenden Hersteller Europas macht. Er spezialisiert auf Produkte aus kommerziell reinem Titan und Titanlegierungen für Anwendungen in der Industrie und Luftfahrt. Die durchgeführten Herstellungsprozesse reichen vom Erschmelzen des Titans aus Titanschwamm und Zusatzelementen im Vakuumlichtbogenofen oder Aufschmelzen von Titanschrott im Elektronenstrahlofen bis zur Fertigung von Blechen, Coils, Platten, Stäben, Knüppel und Schmiedeteilen. Die hergestellten Titanprodukte finden anschließend Absatz in den Industriezweigen Luftfahrt, Chemie, Offshore, Medizintechnik und Automobilbranche sowie in der Architektur, zu optischen Zwecken, für Schmuck und Sportausrüstung. Die produzierten Titanwerkstoffe reichen im Reintitanbereich von Grade I bis Grade IV, bei den Legierungen mit nur geringem Anteil an Legierungselementen werden Grade 1 Pd, Grade 2 Pd, Grade 3 Pd und Grade 12 hergestellt und bei den legierten Werkstoffen Ti-6Al-2Sn-4Zr-2Mo, Ti-6Al-5Zr-0,5Mo, Ti-6Al-4V, Ti-6Al-6V-2Sn und Ti-4Al-4Mo-2Sn.
Der gesamte Herstellungsprozess ausgehend von Titanschwamm als Rohstoff ist wie folgt aufgebaut: Titanschwamm und Legierungselemente werden gemischt und für einzelne Presslinge abgewogen. Aus diesem abgewogenen Einsatzmaterial werden in einer Presse Presslinge hergestellt. Diese werden zu einer Elektrode zusammengebaut und miteinander unter Vakuum verschweißt. Die Elektrode wird in der Regel zweimal im Vakuum-Lichtbogenofen umgeschmolzen. Nach dem Abkühlen der Schmelze erhält man den fertigen Block. Dieser Prozess wird auch in Abb.1 anschaulich dargestellt.
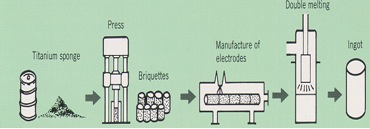
Abb.1: Schematische Darstellung der Prozessabläufe für die Herstellung von Titanblöcken aus Titanschwamm
Nachdem eine qualitätsrelevante Eingangsprüfung des gesamten Einsatzmaterials durchgeführt wurde, werden dessen Kenndaten in einer Datenbank als virtuelles Rohstofflager losmäßig erfasst und gespeichert. In einem vom Unternehmen selbstentwickelten Schmelze-Berechnungsprogramm werden die zu erzeugenden Chargen der entsprechenden Werkstoffe eröffnet und nach vorgegebener chemischer Zusammensetzung der Presslinge, aus denen der Block zusammengesetzt wird, automatisch berechnet. Die resultierenden Mengen werden online an eine Wiege- und Mischanlage übergeben und vom Bediener in den Prozessrechner übernommen.
Die Wiege- und Mischanlage wiegt aus verschiedenen Materialsilos mit Titanschwamm, Titandioxid oder Vorlegierungen Material für einzelne Presslinge ab. Aus diesen Presslingen wird später die Elektrode zusammengebaut.
Es ist notwendig die Elektrode aus einzelnen Presslingen herzustellen, um ein homogenes Endprodukt zu gewährleisten. Das Mischgut für jeden Pressling gelangt einzeln über ein Transportband in die Pressform einer Presse. Dort wird das Mischgut durch das Unterwerkzeug mit Gegenhaltedruck sowie den Pressstempel zu Presslingen „Compacts" verschiedener Geometrien mit Gewichten zwischen 50 und 100 kg vorverdichtet. Bis zu 120 „Compacts" mit teilweise unterschiedlichen Geometrien werden anschließend zu einer Elektrode eines bestimmten Durchmessers mit bis zu 7,5 t Gewicht zusammengesetzt.
Um die „Compacts" zu einer Elektrode zusammenzufügen, werden sie in ein Schweißgestell eingebaut, wobei Ober- und Unterkonstruktion des Gestells eine sichere mechanische Positionierung gewährleisten. Wegen der hohen Sauerstoffaffinität des Titans wird das Schweißgestell mit den „Compacts" in einer Plasmaschweißanlage eingesetzt und unter Niederdruck in einer Argonatmosphäre zur Elektrode verschweißt.
Der dort durch Aufschmelzen entstandene Schmelzpool sorgt nach seiner Erstarrung für eine Verbindung der benachbarten Presslinge. Die Zeit, die benötigt wird, um eine 7,5 t - Elektrode zu verschweißen, beträgt mit Anpump- und Abkühlzeiten sowie Leckratenbestimmung vor und nach dem Schweißen etwa sieben Stunden.
Bevor die Elektrode nun umgeschmolzen werden kann, muss sie mit einem Zwischenstück aus artgleichem Material, dem so genannten „Stub", versehen werden, welcher die Elektrode mit der Elektrodenstange des Ofens verbindet und während des Schmelzprozesses Strom zur Elektrode leitet. Für die Verbindung von Elektrode und Stub wird die Elektrode in einen speziellen Anschweißofen senkrecht eingebaut. Mit dem Stub wird nach Evakuierung der Ofenkammer ein Lichtbogen gezogen. Es entsteht ein schmelzflüssiger Sumpf, in welchem der Stub so eingetaucht wird, dass nach dem Erstarren eine haltbare Verbindung entsteht.
Im klassischen Fall wird die so entstandene Elektrode in einem Vakuumlichtbogenofen (VLO) mindestens zweimal umgeschmolzen. Den schematischen Aufbau eines solchen Ofens zeigt Abb.8a. Die Elektrode mit Stub wird für den Schmelzvorgang in den Tiegel der Schmelzkammer des Vakuumlichtbogenofens eingesetzt, zentriert und mit der Elektrodenstange über eine Klemmvorrichtung verbunden. Die Kammer wird verschlossen und evakuiert. Zwischen Elektrode und dem mit Zündspänen versehenen Tiegelboden wird ein Lichtbogen gezündet. Durch dessen Energie schmilzt die „selbstverzehrende" Elektrode tropfenweise ab. Im Tiegel sammelt sich die abgetropfte Schmelze und erstarrt zu einem Block. Am Ende der letzten Schmelze wird der Blockkopf einer so genannten Hot-topping-Behandlung unterzogen, bei der mit geringer Lichtbogenleistung die Tiefe des Erstarrungslunkers positiv beeinflusst wird. Ist der letzte Schmelzprozess beendet, wird die Tiegelstation vakuumdicht verschlossen, damit die Schmelze ohne Atmosphäreneinwirkung abkühlen kann.
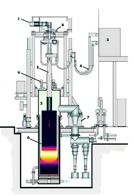
Abb.8a: Schematischer Aufbau eines Vakuumlichtbogenofens
Der zweite bei der ThyssenKrupp VDM GmbH genutzte Schmelzofentyp ist der EB-Ofen, der Elektronenstrahlkanonen zum Aufschmelzen nutzt. Einsatzstoffe für diesen Ofen sind sowohl Titanschwamm und Legierungsmittel als auch Titanschrotte in Form von zu Pellets gepressten Spänen und Blechstücken. Die Einsatzstoffe schmelzen unter Vakuum auf und Verunreinigungen sinken in den so genannten Skull ab. Dieser Ofen ermöglicht den Guss von Blöcken sowie Brammen mit maximal 12 t Gewicht. Außerdem bringt er den Vorteil, dass viele der bei der Produktion oder bei der Weiterverarbeitung beim Kunden anfallenden Schrotte recycelt werden können. Dies macht das Werk unabhängiger vom Rohstoffpreis des Titanschwammes.
Bochumer Verein Verkehrstechnik GmbH, Bochum
Wir wurden auf dem Betriebsgelände vom Geschäftsführer des Bereichs Technologie & Entwicklung empfangen, welcher uns im Rahmen einer
Präsentation die Unternehmensstruktur mit ihren Standorten für verschiedene Produktionsschritte der Herstellung von Eisenbahnrädern
erläuterte.
Diese Entwicklung von Speichenrädern über Radreifen zu den Vollrädern konnte er uns sehr eindrucksvoll vermitteln, da im Nebenraum eine
Ausstellung über den Verlauf der Räder in Historie ausgestellt wurde. Vor allem der Eindruck der Räder für große Dampfloks deren
Durchmesser über zwei Meter maß, war für uns junge Leute, welche die modernen Diesel- und E-Loks gewohnt waren, sehr imposant. Im Anschluss
an diesen Geschichtsrundgang begannen wir mit der Besichtigung der Produktion. Die eigentliche Herstellung beginnt mit dem Gießen des Stahlrunds,
welches in diesem Betrieb allerdings nicht getätigt wird. Daher begannen wir an der Presse für Vollreifen. Hierzu wurden die zurecht
gesägten Stahlrundscheiben in einem Drehofen auf Temperatur gebracht, um sie durch Heißverformen in ihre Form zu pressen. Hierbei war vor allem
eine Presse für kleinere Vollräder aus dem Ende des 19. Jahrhunderts eindrucksvoll, bei der man den gesamten Hubvorgang des Hammers einsehen
konnte. Neben der Herstellung von Eisenbahnrädern, produziert der Bochumer Verein auch Ringe für Lager, wie sie z.B. in Windkraftanlagen zum
Einsatz kommen, deren Durchmesser auch mehr als drei Meter betragen können.
Im weiteren Verlauf kamen wir zur Wärmebehandlung. Hierfür wurden die Räder wieder in einem Ofen erhitzt und daraufhin die Laufflächen mit kaltem Wasser abgekühlt, um die äußere Schicht zu härten und somit widerstandsfähiger zu machen.
Von hieraus ging es in die Endproduktion. Hier wurden an vielen Bearbeitungszentren Halterungen gefräst und gebohrt, zum Beispiel zur
Schwingungsreduktion. Daraufhin werden alle Bereiche des Reifens mit Korrosions- bzw. Schlagschutz lackiert. Vor allem die Schlagschutzlackierung an den
Achsen kann bis zu 8mm dick werden, um Schäden durch aufwirbelnde Steine zu vermeiden.
Sobald dies abgeschlossen ist, können die Reifen, Achsen und gegebenenfalls Antriebe, wie dies bei S-Bahnachsen der Fall ist, montiert und zum Versand
konditioniert werden.
Alles in allem war dies eine sehr interessante Führung. Ich hätte nicht gedacht dass in der Produktion eines Eisenbahnrades derart viel Aufwand steckt und war daher sehr überrascht.
Caterpillar, Lünen
Caterpillar Inc ist eins der Fortune 100 Unternehmen, welche alle an der New York Stock Exchange (NYSE) gelistet sind. Es ist der führende Hersteller von Baumaschinen und sind mehr als 3 Millionen CAT Maschinen weltweit im Einsatz.
Global gesehen beschäftigt Caterpillar 126.000 Mitarbeiter und erwirtschaftete 60.1 Mrd. USD Umsatz im Jahr 2011. Davon wurden ca. 11 Mrd. USD Umsatz von der Caterpillar Global Mining LLC erwirtschaftet.
Der Standort Lünen gehört zur Caterpillar Global Mining LLC und beschäftigt sich hauptsächlich mit dem fabrizieren von Maschinen für den Strebabbau. Weltweit bietet die Caterpillar Global Mining LLC eine Palette von Maschinen an. Vom Großgerät, wie dem Schürfkübelbagger (Dragline), für den Tagebau, bis hin Unterstützungsgerät (Abschlagbohrgeräte, SLKW) oder unterschiedliches Gerät für den Tiefbau.
Die meisten deutschen Tiefbaulagerstätten werden mit dem Streb-bauverfahren gewonnen. Ist deshalb verständlich, dass mit so viel Kompetenz auf diesem Gebiet der Standort Lünen einer der wichtigsten Produktionsstandorte ist. Die Hauptprodukte sind Schilde, Streb- &Streckenförder, Antriebssysteme, Walzenlader und Hobel. Eine Preisspanne für so ein Komplettsystem beträgt ca. 30-120 Mio. USD.
Die Wichtigkeit des Standorts Lünen kann noch einmal betont werden, denn es ist der Hauptsitz der Produktgruppen Longwall und Hardrock. Er verfügt über umfangsreiche Forschung-und Entwicklungskapazitäten. Hier wird das ganze Produktspektrum für den Strebbau gefertigt. Der Standort Lünen erwirtschaftete allein im Jahr 2011 ca. 1 Mrd. USD Umsatz. 91 % dieser Summe wurden im Exportgeschäft erwirtschaftet. Hauptabsatzmärkte sind dabei China, Australien, die USA und die GUS Länder.
Die Strebabbautechnologie wird in diesen Ländern meist für den Kohleabbau genutzt. Dieser in meist planen und homogenen Flötzen angelegter Rohstoff lässt sich mit diesen Verfahren perfekt fördern. Der Strebabbau von Caterpillar ist technologisch soweit fortgeschritten, dass es möglich wird die Mitarbeiterzahl unter Tage auf ein Minimum zu begrenzen. Der Schildausbau kann für Mächtigkeiten von 0,55 m bis zu 7,5 m genutzt werden. Dabei können Abstützkräfte von bis 1.750 Tonnen gehalten werden. Die Fördersysteme von CAT können Strebe bis zu 500 m Länge und mehr fördern und die maximale Förderleistung liegt bei 8.000 Tonnen pro Stunde. Sie haben außerdem eine hohe Systemverfügbarkeit, ein hohes Serviceleben und niedrige Betriebs-kosten.
Beim wirklichen Abbau muss zwischen Hobelsystemen und Walzenlader unterschieden werden. Hobelsysteme werden eher für Flötze mit einer Mächtigkeit unter 1,8 m benutzt. Sie können Geschwindigkeiten von bis 3,6 m/s erreichen und fördern damit max. 3.500 t/h. Die effektive Auslegersteuerung mit voreinstellbarer Schnitttiefe erlaubt eine vollständige Automation ohne Bedienpersonal im mannlosen Streb zu.
Die Walzenlader können Schneidhöhen von 1,8 m - 7,0 bedienen und reihen sich somit nahtlos an die Hobelsysteme an. Auch bei der Schneidgeschwindigkeit übertreffen sie mit 32 m/min die Hobel-systeme. Es ist deshalb auch nicht verwunderlich, dass sie max. Förderleistungen von 5.000 t/h erreichen.
Leider konnten wir uns bei unserer Führung unter Walter Königshoven nicht über gutes Wetter erfreuen. Es schüttet nach alter Clausthaler Weise aus allen Eimern. Die Fabrikhallen selbst waren alle überdacht aber leider nicht mit einander verbunden. Somit fiel unsere Führung nach dem umfangenden Einführungsvortrag recht kurz aus. Unsere erste Station war die Produktionshalle für Strebschilde. Sie wurden hier in einer großen Reihe aus den Einzelteilen zusammen gesetzt und getestet. Wir konnten uns die Schilde kurzzeitig näher anschauen wurden, dann aber von ein Angestellten aufgefordert, auf Distanz zugehen. Zu diesem Zeitpunkt hatte der Regen schon stark zu genom-men, sodass alle Arbeiten von Caterpillar außerhalb der Werkshallen eingestellt wurden und wir unsere Führung nach der ersten und letzten Halle einstellten.
Dennoch konnten wir durch den umfangreich Vortrag und die kurze Führung einen guten Einblick ins Geschäft eines Globalplayers auf dem Gebiet des Bergbaus gewinnen.
Pilkington Automotive Glas, Witten
Am letzten Tag unserer Exkursion ging es morgens zum Glashersteller Pilkington in Essen. Pilkington ist ein internationales Unternehmen und ist der führenden Hersteller von Glas und Glasprodukten weltweit. Ihr wichtigster Bereich ist die Produktion von Autoglas, daneben zählen auch die Glasproduktion bei Solaranlagen und Neubauten zu ihren Aufgaben. Das Werk in Essen spezialisierte sich auf die Produktion von Autoglas.
Nach einer Einführung in das Unternehmen im Rahmen einer Powerpoint Präsentation, in der uns vor allem Zahlen zu den Mitarbeitern (ca. 29.000 ) und einige Geschäftszahlen (Umsatz: knapp 5 Mrd. Euro) präsentiert wurden, führten uns zwei Mitarbeiter durch die Produktionshallen.
Ein großer Kunde von Pilkington ist zum Beispiel BMW. In der ersten Halle wurden uns die ersten Schritte zur Herstellung von den Autoscheiben gezeigt. Heutzutage stellt Pilkington nur noch Front- und Heckenscheiben, sowie die Dachfenster her. Das Glas, welches sie aus einem Schwesterwerk geliefert bekommen, modifizieren sie nun so, dass sie perfekt in das Auto passen. Uns wurde es am Beispiel einer Frontscheibe gezeigt, diese bestehen immer aus 2 Scheiben, zwischen den Scheiben ist eine spezielle Folie, welche verhindern soll das bei einem Unfall das Glas splittert und sie so die Insassen vor den Splittern schützt. Die Scheiben werden von den Mitarbeitern kontrolliert und anschließend wird die Folie manuell auf die Scheibe geklebt. In den nächsten Schritten wurde uns außerdem gezeigt, wie Scheiben getönt werden um so die Fahrer vor der Sonne zu schützen.
Als letztes wurde uns noch gezeigt, was für Features alles an einer Scheibe montiert werden können, wie zum Beispiel kleine Kameras, Sensoren und Monitore, die dann von Robotern auf der Scheibe fixiert werden.
Brabus Autotuning, Bottrop
Die letzte Station unserer Exkursion war die Firma Brabus in Bottrop.
Es handelt sich dabei um ein Unternehmen welches hauptsächlich im Bereich Fahrzeugtuning vor allem für Mercedes-Benz-Modelle tätig ist.
Von daher stieß gerade dieser Betrieb auf reges Interesse unter den Teilnehmern.
Wir wurden sehr freundlich mit einer Einladung zum Kaffee begrüßt und schauten uns währenddessen die im Schauraum stehenden Automobile an. Nach dieser Stärkung wurde uns vom Verkaufsleiter eine Einführung in die Firmengeschichte sowie die aktuelle Ausrichtung des Betriebs gegeben.
Dann begann die eigentliche Führung. Wir bekamen den Besprechungs-raum gezeigt, in dem die für jeden Morgen angesetzte Besprechung aller Mechaniker, Ingenieure und Projektleiter stattfindet.
Daraufhin gingen wir in die Werkshalle in welcher parallel an ca. 15 Autos gearbeitet werden kann. Auffallend waren die guten Arbeits-bedingungen, da unter einem Glasdach und mit viel Platz gearbeitet wurde.
Unsere Werksführung erzählte zu jedem der in der Werkshalle stehenden Automobile welche Arbeiten durchgeführt werden. Darunter auch historische Fahrzeuge wie beispielsweise ein generalüberholter Mercedes-Benz aus den 70ern in welchem bisher über 1000 Arbeitsstunden investiert wurden.
Anschließend besichtigten wir die Sattlerei, in der Sitze und Dekor auf die Kundenwünsche zugeschnitten werden.
Interessant war außerdem der Kundenservice welcher beispielsweise die Entsendung von Mechanikern im Falle eines Schadens in die entlegensten Teile der Welt vorsieht.
Insgesamt war es eine sehr Interessante Station und ein würdiges Ende unserer Exkursion, da für den ein oder anderen ein Kindertraum in Erfüllung ging einmal eine solche Spezialwerkstatt besichtigt zu haben.
Für den Inhalt: Roman Sosna, Pascal Potthoff, Dennis Leitz, Peter Meier, Maximilian Mainitz, Maximilian Wirth, Thigo Martins-Huppertz, Paul Böckenhoff
Auffrischungstraining „Rhetorik" am 24.09.2011
An diesem schönen Herbstsamstag traf sich in Clausthal eine gut gemischte Teilnehmerrunde von Studenten verschiedener Fachrichtungen! Fast zu gleichen Teilen waren Teilnehmer von dem 2-tägigen Rhetoriktraining im vergangenen Herbst und neue Teilnehmer in dieser Runde dabei.
Zum einen ging es um einen Erfahrungsaustausch dazu, was aus den Erkenntnissen des Rhetoriktrainings im Herbst 2010 bei der Anwendung in der Praxis geworden ist. Zum anderen ging es darum, die neuen Teilnehmer in kompakter Form „mit ins Boot zu nehmen".
Was waren die Kernthemen bei dem Herbstseminar 2010? Die wichtigste Basis für eine erfolgreiche Kommunikation zwischen unterschiedlichen Menschen besteht darin, die eigene Individualität und die der Gesprächspartner zu erkennen. Dies wurde deutlich gemacht mit einem Persönlichkeitsprofil, das eine gute Transparenz ermöglicht, was die unterschiedlichen Präferenzen von individuellen Menschen sind. Demnach ist z.B. ein Dialog mit einem „Kopfentscheider" sinnvollerweise anders zu gestalten als mit einem „Bauch-entscheider", wenn der Gesprächspartner auf dem Weg zu einer Entscheidung begleitet wird.
Neben dieser wichtigen Basisarbeit ging es dann natürlich auch um wesentliche Werkzeuge für die Kommunikation und Gesprächsführung wie z.B. verschiedene Frageformen und den Umgang mit Einwänden. Die Körpersprache und Gestik sowie die wichtigen Rahmenbedingungen für ein Gespräch standen natürlich ebenfalls im Focus. Nach diesen Techniken ging es dann wieder verstärkt um sehr persönliche Aspekte, wie z.B. die Werte von mir und meinem Gesprächspartner sowie entsprechend die wichtigen eigenen Einstellungen, Überzeugungen und Erfahrungen. Hieraus resultiert auch im Dialog die überaus wichtige Authentizität im Dialog mit anderen Menschen!
Die Anwendung dieser Erkenntnisse wurde im vergangenen Herbst ausführlich in Statements vor dem Plenum sowie in 2-er Dialogen und in Gruppengesprächen trainiert.
Aus diesem Input und den Erkenntnissen der Trainingsphasen abgeleitet entstand dann jeweils für die Teilnehmer ein „persönliches Drehbuch" für konkrete Situationen von Gesprächen mit einzelnen Gesprächspartnern und Gruppen.
Der Trainer, Wolfgang Wilhelms, wünscht nun allen Teilnehmern sehr viel Spaß und Erfolg bei der Anwendung der gewonnenen Erkenntnisse!
Von der Führungskraft zur Führungspersönlichkeit
05. und 06. Februar 2011
Wirksame Mitarbeiterführung in heutiger Zeit
Führen ist der Aufbau eines sozialen Systems mit dem Ziel, eine eigene oder fremd gestellte Aufgabe zu lösen. Themen für angehende Führungskräfte sind:
- Grundlagen erfolgreicher Führungskommunikation,
- sichere Entscheidungsfindung
- Konfliktmanagement in seinen Grundzügen,
- Die Basis sozialer Kompetenz und Performenz,
- Zielvereinbarungsgespräche sicher führen können,
- Erfolgreiche Delegation durchführen können,
Das Programm:
Führungsziele in heutiger Zeit
- Die Verträglichkeit von wirtschaftlichen Zielen und sozialem Miteinander
- Die Mitarbeiterbindung als Erfolgsfaktor
- Die Legitimation einer Führungspersönlichkeit
Der Führungsstil einer Führungspersönlichkeit
- Der dialektische Führungsstil
- die Entscheidungsfindung des dialektischen Führungsstils
- der Diskurs
Die Fiedler-Werte - was schlechte Führung kostet
- Die Kosten funktionalen Führens einer Führungskraft
- Die Transaktionskosten
- Die Kommunikationskosten
- Die Interaktionskosten
Die Glaubwürdigkeit einer Führungspersönlichkeit
- Zivilcourage
- Kreativer Ungehorsam
- Eintreten für Minderheiten
- Kritische Gerechtigkeit
- Erfolgreiches Konfliktmanagement
Die Zielvereinbarung der Führungspersönlichkeit
- Die Grundsätze einer Zielvereinbarung
- Die Bedeutung von Inhalt, Ausmaß und Zeit
- Das Herstellen eines Vertrauensklimas
Die Delegation der Führungspersönlichkeit
- Die Regeln erfolgreicher Delegation
- Die Verhinderung von Rückdelegation
Rhetorik - die Macht der Rede
Häufig steht man im Leben vor der Situation, fremde Menschen von einer Idee oder einem Sachverhalt zu überzeugen. Es gibt Techniken und Strukturen, sich auf diesen Fall vorzubreiten.
Das Konzept
Inhalte strukturieren, Ziele definieren, Vor- und Nachteile heraus arbeiten, Vorteile akzentuiert vertreten, die Win-Win Situation definieren.
Die persönliche Vorbereitung
Bestandsaufnahme: Was fällt mir leicht und was fällt mir schwer bei solchen Gesprächen?
Mit welcher Haltung und Ethik gehe ich an diese Gespräche heran?
Für welche Aspekte, die mir schwer fallen, kann ich mich gezielt vorbereiten und ggf. unterstützen lassen?
Zusammengefasst: die wichtigsten Basics der Kommunikation!
Mein persönliches, individuelles "Drehbuch" für solche Gespräche: welche Grundstruktur paast zu mir und zu meinen (unterschiedlichen) Gesprächspartnern und wie kann ich mir diese gut merken?
Voneinander lernen: Positive Erfahrungen, Tipps und Tricks untereinander austauschen!
Werkzeugkiste für die Gesprächsführung
Sich wirklich und authentisch für den Gesprächspartner interessieren!
Den Typ des Gesprächspartners schnelle erkennen, um den Kommunikationsstil an . ihm individuell auszurichten.
Auf allen "Kanälen" des Gesprächspartners senden.
Meine eigene Körpersprache und Körperhaltung gezielt wirkungsvoll einsetzen und die meines Gesprächspartners richtig interpretieren.
Lebendig und bildhaft sprechen!
Die richtige Atemtechnik und praxiserprobte kurze Entspannungsübungen.
Umgang mit Redehemmungen, Lampenfieber etc.
Fragetechniken des aktiven Zuhörens
Umgang mit Killerphrasen, Interventionstechniken, wie z. B. Humor
Metakommunikation: Nutzen und Möglichkeiten
Vorbereitet sein auf unerwartete Fragen
Zum Gesprächsende: Anker setzen: Wie geht es weiter? (Ergebnis notieren)
Praxiswerkstatt: Die Gespräche in der Anwendung üben und trainieren. Feedback mit Videounterstützung.
Was habe ich erkannt, gelernt und mir vorgenommen?
Nach dem Gespräch ist vor dem Gespräch!
Wie sichere ich meinen Lernerfolg in der Praxis von Gespräch zu Gespräch?
Wie kann man sich im Team gegenseitig bei diesen individuellen Lernprozessen unterstützen? Welche weiteren Erkenntnisse und Ideen haben sich aus diesem Training ergeben?
Knigge-Seminar
Gute Umgangsformen sind wieder "in"! In einem zweiteiligen Tagesseminar wurden die wichtigsten Umgangsformen in den Situationen des Alltags und der besonderen Gelegenheiten vermittelt und im Rollenspiel mit Damen trainiert. Folgende Themen wurden behandelt:
Grundsätze der Umgangsformen
Der Grundsatz der gegenseitigen Achtung
Der Grundsatz der besonderen Achtung der Frau
Der Grundsatz der Achtung des individuellen oder gesellschaftlichen Eigentums
Warum also Umgangsformen?
Der erste Eindruck ist entscheidend
Grüßen und begrüßen - der feine Unterschied
Wer stellt wen vor?
Was ziehe ich wann an?
Vom Rauchen
"Du" oder "Durchlaucht" - die richtige Anrede
Es wird gefeiert - Partys und Einladungen
Geschenke uns andere Mitbringsel
Speisen und Genießen - Essen im Restaurant
Wer geht beim Eintreten vor?
Platzreservierung oder freie Auswahl
Fräulein, Herr Ober oder Kellner?
Was sind Aperitifs?
Die Serviette und der Umgang mit ihr
Wer probiert den Wein?
Rotwein oder Weißwein? Die wichtigsten Regeln
Wie trinke ich richtig und aus welchem Glas?
Wie esse ich richtig? Wozu welches Besteck?
Darf ich vom Teller des Nachbarn probieren?
Wann kann man die Finger zur Hilfe nehmen?
Wer zahlt?
Wie ist das mit dem Trinkgeld?
Darf ich die Dame alleine sitzen lassen, um draußen dem Rauchen zu frönen?
Disco oder Ballsaal - zwei verschiedene Welten
Es darf getanzt werden - die wichtigste Regeln
Kino, Oper und Theater
Zum Thema Essen im Restaurant wurde in ein gehobenes Restaurant zum Sternemenu eingeladen. Der Trainer begleitete den Ablauf des Essens und gab wichtige Tipps sowie Warnungen vor Kardinalfehlern. Die ausgesuchten Weine wurden vorgestellt und ihre Beziehung zu den Speisen erläutert.
Galamenü
Amuse bouche
*
Feldsalat mit Spitzen vom Harzer Roten Höhenvieh
*
Gurkencarpaccio mit Thunfischmousse , Schwarzbrot
*
Tomatenessenz
*
Tournedos vom Harzer Rotwildkalb auf Wirsing mit Safranschnee
*
Ananascarpaccio mit weißem Chilimousse und Walnusseis
*
Formager d'Affinois mit Mirabellenmousse , Schwarzbrot
*
Espresso Coretto
Auch dank des guten Service des Hauses zählte der Abend zu den gelungenen Veranstaltungen des Semesters.